
ГЕРМЕТИКИ, МАСТИКИ И ПАСТЫ

Герметики, мастики и пасты — это группа химических составов для герметизации, фиксации, склеивания и сопутствующих технологических операций, объединённая по назначению работать с поверхностями, соединениями и швами. Внутри категории встречаются анаэробные составы типа Анатерм-105, -106, -109 для неразъёмных соединений и склеивания различных материалов, полиуретановые и СТП-полимерные шовные герметики (например, ШОВ-1510, ШОВ-3030, СКЛ-СП-02/03), а также силиконовые системы холодного отверждения серий ЭКП-102, ЭКП-104, ЭКП-204. Отдельное место занимают эпоксидные и эпоксиполимочевинные композиции, включая клеевые решения для автопроизводства и покрытия с гидроизоляционными и антикоррозионными свойствами. Мастики представлены битумно-полимерными и СТП-полимерными вариантами, в том числе растекающимися и для гидроизоляции. Также сюда входят специализированные пасты и токопроводящие клеи с содержанием серебра (например, ТОК-3М1, КПС-1, Росойл-802/803 по ТУ), применяемые там, где важны электрические или технологические свойства. Ориентируются в категории по типу основы (силикон, полиуретан, эпоксид), количеству компонентов, механизму отверждения и функциональному назначению состава.
КАТАЛИЗАТОРЫ, ПРИСАДКИ И СЕРВИСНЫЕ КОМПОНЕНТЫ

Катализаторы, присадки и сервисные компоненты — это группа технологических материалов и связанных позиций, где собраны как собственно катализаторы нефтехимии, так и разнообразные функциональные добавки для производственных процессов, рецептур и эксплуатационных сред, а также отдельные сопутствующие компоненты. По составу категория заметно неоднородна: рядом с марками катализаторов вроде СМС-4, ПГБ-А, АГКА-75, ИКА-33-3 и КДЦ-10 находятся промывочные и антистатические присадки, аминные добавки, обезвоживатели, пластификаторы, смачиватели, диспергаторы, коалесценты, загустители, фторполимеры, пеногасители и пеногасители-деаэраторы, в том числе позиции с обозначениями ТУ 2382-025-10488057-97, СП-8, СП-13, СП-15, Лапрол, Synguard, DisperseX, FoamLock, Синфом. Обычно внутри такой категории ориентируются не по одному общему назначению, а по типу химического продукта и по среде применения, которая прямо указана в наименовании: для водных систем, ЛКМ и клеев, бумажного производства, брожения, очистки газа, сахарных растворов, БДМ, флотации или моторных масел. Поэтому при выборе здесь в первую очередь смотрят на функциональный класс продукта, маркировку и указанную технологическую задачу.








КЛЕИ

Клеи — это категория для подбора клеевых, клее-герметизирующих и связанных с ними составов под разные материалы, технологические процессы и типы соединений. По названиям видно, что внутри собраны как универсальные позиции, так и явно специализированные решения: акриловые, эпоксидные, полиуретановые, уретановые, водно-дисперсионные и клеи-расплавы, а также клей-компаунды, связующие, праймеры, очистители и активаторы адгезии. Эту группу обычно рассматривают, когда важны не только сам факт склеивания, но и конкретный сценарий применения: неразборные соединения, вклейка автомобильных стекол, работа с сэндвич-панелями, древесиной, резиной, резиновой крошкой, картоном, упаковкой, ламинацией, оптоэлектроникой, микро- и радиоэлектроникой. Ориентироваться здесь удобно прежде всего по химической основе и формату системы — однокомпонентные, двухкомпонентные, влагореактивные, УФ-отверждаемые, расплавы, — а также по назначению: диэлектрические, теплопроводящие, электропроводящие, оптические, для герметизации, заливки или монтажа. В ряде позиций дополнительно помогают маркировки и ТУ, например ДИК-МС, КЖТ, ТОК, ЭЧЭ, ОПН, что особенно важно для более точного технического выбора.












КОМПАУНДЫ И КОМПОЗИЦИИ

Компаунды и композиции — это группа полимерных, керамических и специальных составов, объединённых общей задачей формирования защитных, изоляционных, герметизирующих или конструкционных слоёв и изделий в технологических процессах. Внутри категории представлены эпоксидные, полиуретановые, акриловые системы, а также керамические массы и вспомогательные компоненты, включая смолы, наполнители и филлеры, что позволяет рассматривать её как базу для заливки, пропитки, литья, герметизации и модификации материалов в электронике, строительстве и производстве. Отдельный сегмент составляют компаунды по ТУ и РВИЦ, такие как ЭКС, Цекрам-28БН, НК-1 или Коминкор-1.2, ориентированные на задачи ИЭТ и РЭА — от электроизоляции до высокочастотных и самозатухающих решений. Полиуретановые системы СУРЭЛ, СП- и линейка инъекционных составов Лапрол ИРБ различаются по вязкости, реакционной способности и формату (одно- и двухкомпонентные), что важно при выборе под конкретную технологию. Также выделяются специализированные композиции — оптические, фосфоресцентные, химстойкие и клеевые, а ориентироваться внутри категории удобно по типу основы, назначению, способу отверждения и функциональным свойствам состава.






КОМПОНЕНТЫ ДЛЯ ППУ

Компоненты для ППУ — это группа сырья и готовых полиуретановых систем, используемых для получения пенополиуретанов различного назначения, от теплоизоляции до формованных изделий и покрытий. Внутри категории собраны как базовые химические компоненты — полиолы (например, Лапрол, Лапрамол, полиакрилат-полиолы), так и готовые системы и марки ППУ с конкретной областью применения, включая теплоизоляционные материалы (ППУ-355М, Уремикс-402), системы для напыления и заливки (2К и 3К составы типа ХБ, Н-50-2К), а также решения для формованных изделий, автомобильных деталей, мебели и специализированных задач. Практически ориентируются по типу системы (двух- или трехкомпонентные), способу применения (напыление, заливка, формование), а также по целевому назначению — теплоизоляция трубопроводов, сэндвич-панелей, холодильных камер или производство изделий с заданными свойствами. В названиях часто встречаются обозначения ТУ и индексы серий (например, Уремикс, ППУ-355, Лапрол), которые помогают точно подобрать материал под технологию и требования производства.










КОМПОНЕНТЫ И СИСТЕМЫ

Категория «Компоненты и системы» объединяет полиуретановые, эпоксиполиуретановые и резиновые составы, а также многокомпонентные системы, используемые как основа для получения готовых материалов, покрытий и клеевых соединений. Сюда входят компаунды, форполимеры, клеи, замасливатели и специализированные композиции, а также комплексные решения вроде систем для производства пенополиуретана (ППУ) или покрытий на базе грунтовок, эмалей и лаков. Такие позиции рассматривают, когда требуется не готовое изделие, а именно химическая база или связующая система с заданной логикой применения — например, для формования, герметизации, электроизоляции или создания защитных и адгезионных слоев. Внутри категории ориентируются прежде всего по типу системы — однокомпонентные и двухкомпонентные составы (как у компаундов АДВ-13-2 или клеев эпоксиполиуретанового типа), по назначению (электротехнические, клеевые, инъекционные, для ППУ) и по наличию нормативных обозначений ТУ, которые фиксируют состав и область применения конкретных продуктов.
ЛКМ, ПОКРЫТИЯ, ГРУНТЫ И НАЛИВНЫЕ ПОЛЫ

ЛКМ, покрытия, грунты и наливные полы — это группа материалов для формирования защитных, антикоррозионных и функциональных слоёв на различных основаниях, а также систем для устройства полимерных полов. Внутри категории сочетаются готовые лакокрасочные решения, такие как эпоксидные и полиуретановые грунты, эмали и лаки, а также компоненты для создания покрытий — смолы, отвердители и компаунды для наливных полов. Отдельное место занимают специализированные составы: антикоррозионные системы с пигментами вроде хромата стронция по ТУ, эпокси-уретановые композиции типа «Эпулак», гидроизоляционные и трубопроводные покрытия, а также решения для промышленного оборудования, включая покрытия для Янки-цилиндров. В категории присутствует и химическое сырьё — диэтиленгликоль, пентаэритрит, хлорпарафин, полифосфат аммония, используемые как пластификаторы, добавки и компоненты рецептур. Ориентируются здесь по типу связующего (эпоксидные, полиуретановые, алкидно-уретановые системы), количеству компонентов (1К и 2К), назначению (грунт, финишное покрытие, наливной пол) и специфике применения — от бетонных полов до металлоконструкций и технологических узлов.



ЛИСТОВОЙ ПОЛИУРЕТАН

Листовой полиуретан — это плоские заготовки и пластины из полиуретана, объединённые формой исполнения и используемые как исходный материал для изготовления деталей и технических элементов. В этой категории собраны позиции, которые применяют там, где требуется износостойкость, а также при производстве и футеровке различных узлов и поверхностей; сюда же относятся листы под индивидуальные задачи, когда важны точные параметры под конкретное изделие. Ориентироваться внутри удобно по нескольким ключевым признакам: твёрдости материала по шкале Shore (например, 60A, 70A, 80A, 90A), что напрямую влияет на поведение полиуретана в работе; формату и размерам пластин, включая типовые варианты вроде 500×500 и 1000×1000; а также по назначению — износостойкий, технический или специализированный для футеровки. Отдельную группу составляют листы на основе систем ADIPREN (Адипрен) с обозначениями L-83, L-100, L-167 и другими, которые выбирают по конкретным маркам и требуемым характеристикам.




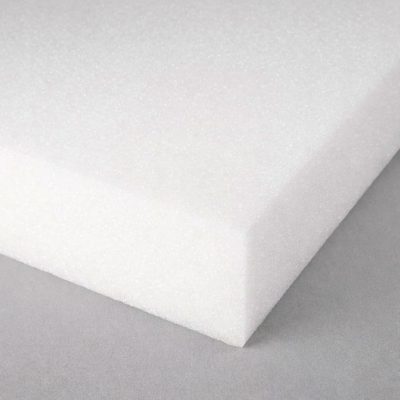
ПЕНОПЛАСТЫ

Пенопласты — это группа листовых и блочных вспененных материалов различной химической природы, объединённых малой плотностью и применяемых как конструкционные, модельные и изоляционные основы. Внутри категории представлены как модельные плиты серий Т100–Т300 для изготовления мастер-моделей, прототипов и макетов, так и конструкционные ПВХ-пенопласты (в том числе аналоги Airex, линейки HR, R, PVC) для сэндвич-конструкций, ламинирования, прессования и инфузии, а также специализированные материалы на базе PMI по стандартам ISO 845 и ASTM D1622, ориентированные на композитное производство, включая авиационные и аэрокосмические задачи. Отдельно выделяются марки по ТУ, такие как ПС-1, ПХВ, ППУ и ПЭН, применяемые в тепло- и звукоизоляции или общепромышленных решениях. Ориентироваться в категории обычно приходится по типу материала (ПВХ, PMI, полиимид и др.), плотности (например, 60, 80, 300 кг/м³), толщине и формату листа, а также по технологическому назначению — от ручного ламинирования до инфузионных процессов или изготовления модельной оснастки.






ПЕНОПОЛИУРЕТАН (ППУ)

Пенополиуретан (ППУ) — это группа материалов и изделий на его основе, объединяющая как готовые листы, плиты и конструкционные элементы, так и компоненты для самостоятельного получения ППУ с заданными свойствами. Внутри категории встречаются решения для разных задач: от плит и сэндвич-панелей для строительных конструкций и теплоизоляции, включая скорлупы для трубопроводов, до модельных плит для оснастки и инженерного моделирования. Отдельное направление — эластичные и пористые материалы, широко представленные поролоном различных марок и структур (HR, ST, EL, HL, S, LR), включая варианты с памятью формы, самозатухающие, антистатические и ретикулированные исполнения. Также присутствуют специализированные позиции, такие как сорбирующие материалы для сбора нефтепродуктов и открытоячеистые марки для фильтрации. Ориентируются в категории по форме выпуска (листы, плиты, панели, компоненты), по типу ППУ (жёсткий, эластичный, открыто- или крупнопористый), а также по маркировкам и ТУ — например ППУ-305, ППУ-355МК-ГАЗ, Уремикс-913 — которые указывают на состав, свойства и область применения.


















ПЕНЯЩИЕСЯ МАТЕРИАЛЫ И ПОЛУФАБРИКАТЫ

Пенящиеся материалы и полуфабрикаты — это группа химических продуктов, предназначенных для получения пористой структуры в процессе переработки, где исходное вещество выступает как заготовка для дальнейшего формирования материала с заданными свойствами. Внутри категории встречаются позиции вроде порофора ЧХЗ 57 (ТУ 113-03-365-82), которые используются как полуфабрикаты и требуют последующего технологического этапа для реализации своих функций. Такие продукты обычно рассматривают в задачах, где важна контролируемая структура материала и возможность варьировать её на стадии производства, а не в готовом виде. Ориентироваться внутри категории имеет смысл по типу вещества, его обозначению и нормативной документации, поскольку именно марки и ТУ задают ключевые параметры применения и совместимости с конкретными технологическими процессами. Это не готовые изделия, а сырьевые компоненты, выбор которых напрямую связан с требованиями к конечному материалу.
ПЛАСТИФИКАТОРЫ И СТРОИТЕЛЬНЫЕ ДОБАВКИ

Пластификаторы и строительные добавки — это группа компонентов, предназначенных для изменения свойств бетонных и цементных составов за счёт введения специализированных химических модификаторов. Внутри категории собраны решения разного типа: от классических пластификаторов вроде С-3 до более современных поликарбоксилатных суперпластификаторов П-17 с выраженным водоредуцирующим эффектом, а также добавки с дополнительными функциями, например замедлители схватывания типа П-101 или составы с воздухововлечением, как в линейке Полипласт Таргет. Такие продукты рассматривают, когда требуется управлять подвижностью смеси, скоростью твердения или структурой бетона без изменения базового рецепта. Ориентироваться внутри категории обычно приходится по типу действия — пластифицирующее, замедляющее, комплексное — а также по уровню водоредуцирования, форме поставки (например, водные растворы) и совместимости с конкретными цементными системами и растворами, включая специальные задачи вроде РИР.
ПОДБОР И РАЗРАБОТКА МАТЕРИАЛОВ

Инженерный подбор и адаптация полимерных материалов под заданные требования изделия, технологию переработки и реальные условия эксплуатации. Работа ведётся от задачи клиента: анализируются функции изделия, нагрузки, геометрия, рабочая среда, температурные режимы и ограничения производственного процесса. Подбираются и настраиваются составы на основе полиуретановых систем, ППУ-систем, компаундов, клеевых и эластомерных материалов с учётом требуемых характеристик: плотность, структура пены, твёрдость, эластичность, прочность, износостойкость, адгезия, стойкость к влаге, химическим средам и циклическим нагрузкам. При подборе учитываются параметры переработки: вязкость, время жизни смеси, скорость реакции или отверждения, температурные режимы, совместимость с оборудованием, формой и материалами основания. анализ требований к изделию и условиям эксплуатации; подбор базовой полимерной системы и функциональных компонентов; адаптация состава под технологию клиента; учёт ограничений по оборудованию, режимам и себестоимости; формирование технически обоснованного решения для дальнейшего внедрения. В рамках подбора определяется оптимальное сочетание компонентов: полиолы, изоцианаты, наполнители, катализаторы, стабилизаторы, модифицирующие и функциональные добавки. Результатом является направление состава и набор параметров, которые позволяют связать требования к изделию с реальной технологией производства и последующим стабильным применением материалов.
ПОЛИМЕРНАЯ УПАКОВКА И ТАРА

Полимерная упаковка и тара — это группа упаковочных решений из полиэтилена и полипропилена, объединяющая мешки, пакеты и сетки для хранения, фасовки и транспортировки различных видов продукции. Внутри категории собраны как универсальные позиции, так и специализированные варианты: мешки под сыпучие продукты вроде сахара, муки или макарон, решения с вкладышами и клапанами для более герметичной упаковки, а также прочные мешки для строительного мусора и непищевых материалов. Отдельно выделяются полипропиленовые сетки для овощей и прозрачные БОПП-пакеты, где важна визуальная доступность содержимого. Значительная часть ассортимента ориентирована на индивидуальное изготовление — это пакеты ПНД «майка», варианты с вырубной ручкой, фасовочные и почтовые пакеты, включая изделия с логотипом и флексопечатью. При выборе обычно ориентируются на материал (ПНД, ПВД, полипропилен, БОПП), конструкцию (мешок, пакет, сетка), наличие дополнительных элементов вроде вкладыша или клапана, а также на назначение — от пищевой фасовки до технического использования и брендированной упаковки.



СВЯЗУЮЩИЕ, ДИСПЕРСИИ И СМОЛЫ

Связующие, дисперсии и смолы — это группа полимерных и реакционноспособных материалов, которые объединяет роль основы или функционального компонента в клеевых, композитных, покрывных и технологических системах. Внутри категории соседствуют акриловые и полиуретановые водные дисперсии, эпоксидные и эпоксиакрилатные смолы, силанмодифицированные СТП-полимеры Лапрол СМ, а также специализированные связующие серий ВСЭ, ВСТ, ВСАФ для полимерных композиционных материалов. Отдельное направление составляют УФ-отверждаемые олигомеры и композиции типа Акролат, применяемые там, где важна быстрая полимеризация, а также эпоксидные компаунды ЗК-Э и смолы Элад, используемые в составе заливочных и герметизирующих систем. Категория также включает вспомогательные компоненты — активные разбавители Лапроксид, отвердители, модификаторы и дисперсии стеарата кальция, которые влияют на переработку и свойства конечных составов. Ориентируются здесь по химической основе (эпоксидные, акриловые, полиуретановые системы), способу отверждения (холодное, горячее, УФ), а также по назначению внутри более сложных рецептур и технологий.




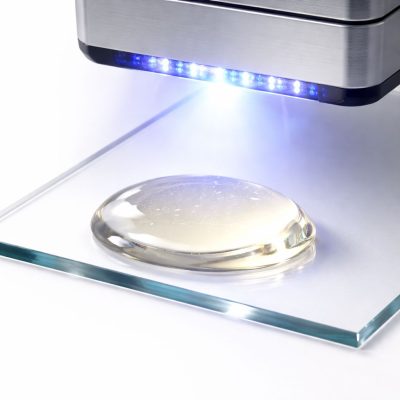









СИЛИКОНЫ, РЕЗИНЫ И МАТЕРИАЛЫ ДЛЯ ФОРМ

Силиконы, резины и материалы для форм — это группа компонентов, используемых для изготовления и эксплуатации форм при литье и формовании изделий. Внутри неё собраны двухкомпонентные силиконовые и полиуретановые компаунды, а также вспомогательные составы, которые обеспечивают корректную работу форм и облегчают процесс извлечения готовых изделий. Такие материалы рассматривают, когда требуется получить форму с заданной жёсткостью или эластичностью: от мягких силиконов типа ЛЕПТА СИ 501/502 или ПК-68 до более жёстких полиуретановых систем ФОРМ-90Н, а также универсальных компаундов ФОРМ-15/30/45/60 холодного отверждения. Отдельную роль играют разделительные агенты — полисилоксановые, восковые и на основе многоатомных спиртов (например, серии ReleaseMold), которые снижают адгезию и защищают поверхность пресс-форм. Ориентируются в категории по типу основы (силикон или полиуретан), количеству компонентов, способу отверждения и назначению — для эластичных или более жёстких форм, а также по виду и условиям применения разделительных составов.

СЛОЖНЫЕ ПОЛИЭФИРЫ

Сложные полиэфиры — это группа полиэфирных продуктов с различной химической природой и назначением, объединённых применением в полимерных системах и композиционных материалах. По наименованиям видно, что сюда входят как ароматические варианты (например, 601 для клеевых композиций и изоциануратных пен), так и алифатические и разветвлённые полиэфиры (602, П-3), используемые в водных дисперсиях, покрытиях и полиуретанах. Отдельные марки, такие как П-211 или серии П-514, П-514Д, П-514М, ориентированы на получение жёстких пенопластов, теплоизоляционных изделий, а также полиуретановых материалов и эластомеров. При выборе внутри категории обычно ориентируются на химический тип полиэфира (ароматический или алифатический), структуру (линейная или разветвлённая), а также на целевое применение — от клеевых систем до жёстких и эластичных полиуретанов. Маркировка в виде индексов и цифровых обозначений указывает на конкретную рецептуру и область использования, что позволяет точнее подобрать продукт под технологическую задачу.
СМАЗКИ, МАСЛА И ТЕПЛОНОСИТЕЛИ

Смазки, масла и теплоносители — это группа материалов для снижения трения, защиты поверхностей, отвода или передачи тепла и обеспечения стабильной работы оборудования в различных температурных и технологических режимах. Здесь собраны как универсальные смазочные составы, так и специализированные продукты под конкретные узлы и процессы: масла для цепей и редукторов, консервационные и антикоррозионные составы, теплоносители, гидравлические жидкости, а также технологические смазки и жидкости для прокатки, штамповки, литья и металлообработки. Категория также включает базовые компоненты и присадки — например, полиалкиленгликоли, полиэфирные полиолы, антифрикционные добавки и пакеты для прокатных масел с маркировками вроде MPM, MPR или MRM. Ориентироваться внутри удобно по назначению (эксплуатационные или технологические среды), температурному диапазону (низкотемпературные, высокотемпературные, огнестойкие), типу основы (синтетические, перфторполиэфирные, полимочевинные) и наличию функциональных добавок, таких как дисульфид молибдена или PTFE.



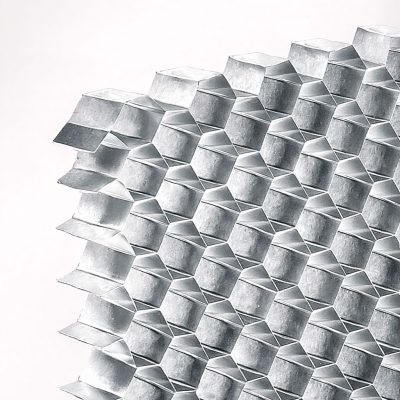
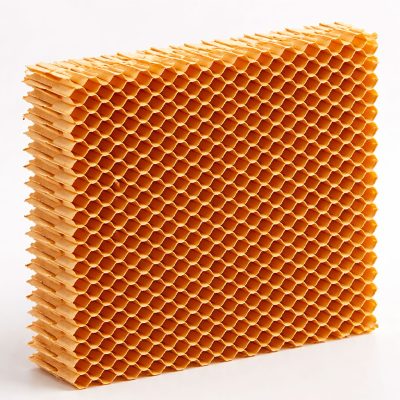
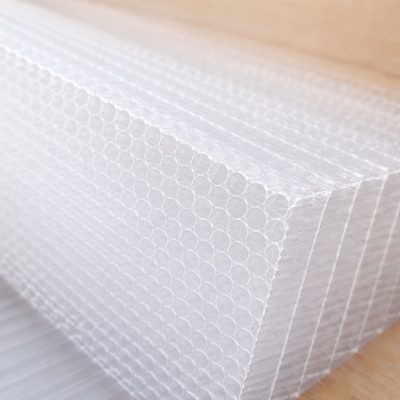
СОТЫ И СЭНДВИЧ-ПАНЕЛИ

Соты и сэндвич-панели — это группа материалов с ячеистой структурой и многослойных панелей, объединённых принципом облегчённых, но жёстких конструкций с заполнителем в виде сот. Внутри категории представлены алюминиевые, арамидные, полипропиленовые и поликарбонатные соты, а также готовые сотовые панели с различными облицовками и функциональными свойствами. Такие позиции рассматривают, когда требуется снизить массу конструкции при сохранении геометрии и прочности либо сформировать внутреннюю структуру для композитных панелей и сборных элементов. Отдельные варианты прямо указывают на специфические сценарии — например, авиационные арамидные соты D3.2 с заданной плотностью, полипропиленовые серии PP8T40 с термосварочной тканью для адгезии при наслаивании или поликарбонатные соты с ячейкой Ø3,2–6 мм для работы с воздушными потоками в холодильных установках. Ориентируются по материалу заполнителя, геометрии ячейки, толщине, плотности и наличию дополнительных слоёв или покрытий, а в готовых панелях — по типу облицовки и назначению, как в решениях с алюминиевыми обшивками или противоскользящей отделкой.



СФЕРОПЛАСТИКИ, МИКРОСФЕРЫ, МАКРОСФЕРЫ

Сферопластики, микросферы и макросферы — это группа сыпучих наполнителей сферической формы, которые объединяет назначение как добавок к различным композициям, покрытиям и наполненным системам. Внутри категории встречаются полые стеклянные микросферы серий МС-В и МС-ВП-А9, аппретированные варианты, а также продукты на основе силиката алюминия Fillite и фенольные микросферы низкой плотности. Такие материалы обычно рассматривают при подборе компонентов для облегчённых составов, наполнителей, шпаклевок и других систем, где важна структура и распределение частиц в массе. Ориентироваться в категории удобно по материалу основы (стеклянные, силикатные, фенольные), по наличию обработки поверхности (например, аппретированные), а также по сериям и индексам вроде Glasscell 10, 25 или 38, которые указывают на различия внутри одной линейки. В целом это близкие по функции, но не идентичные позиции, и выбор между ними строится на сочетании формы, состава и конкретной маркировки продукта.




ТЕРМОПЛАСТИЧНЫЙ ПОЛИУРЕТАН (ТПУ)

Термопластичный полиуретан (ТПУ) — это группа полимерных материалов и изделий на его основе, объединяющая пленки, листы, трубки, жгуты, профили и ленты, а также отдельные марки сырья и полуфабрикатов, таких как Витур ТМ-1933-90 или Т-0433-85, выпускаемые по профильным ТУ. Внутри категории сосредоточены как готовые формы из ТПУ (например, пленки и листы по ТУ 2255-019-32972176-2010, трубки и профили по ТУ 2249-018-32972176-2010), так и решения, ориентированные на конкретные задачи — в том числе материалы для кабельных оболочек и технических изделий. Логика выбора обычно строится вокруг формы поставки и назначения: листовые и пленочные материалы, экструзионные изделия (трубки, жгуты), а также ленты и полосы с заданной геометрией. Отдельно выделяются позиции с конкретными марками ТПУ и нормативными обозначениями, которые важны при подборе под существующие требования производства или замены. Категория также включает сопутствующие услуги по изготовлению и восстановлению изделий из полиуретановых эластомеров, что расширяет её практическое применение.





ТКАНИ, НИТИ И ТЕХНИЧЕСКИЕ МАТЕРИАЛЫ

Ткани, нити и технические материалы — это группа специализированных текстильных и волокнистых изделий, объединённых функциональными свойствами и предназначенных для использования в технологических и производственных процессах. Внутри категории представлены материалы с выраженными эксплуатационными характеристиками, в том числе термостойкие нити на основе поли-пара-фенилен-1,3,4-оксадиазола, такие как Ргелон, включая варианты для швейных операций. Подобные позиции обычно рассматривают, когда требуется стабильность материала при повышенных температурах и сохранение прочности в условиях, где обычные нити не подходят. Ориентируются в категории по типу изделия (например, швейные нити или специализированные волокна), по химической основе и по назначению, которое может быть прямо отражено в названии. Если ассортимент выглядит узким, это не случайность: такие материалы подбираются строго под конкретные задачи и требования, поэтому ключевыми факторами выбора становятся состав, тип исполнения и указанные в маркировке особенности.
ХИМИЧЕСКОЕ СЫРЬЕ, РЕАКТИВЫ И РАСТВОРИТЕЛИ

Химическое сырьё, реактивы и растворители — это широкая категория базовых химических продуктов, в которую входят как индивидуальные вещества и лабораторно-технологические реактивы, так и прикладные промышленные реагенты для очистки, водоподготовки, полимерных процессов, нефтегазовых задач, сахарного производства, металлообработки и приготовления составов. Здесь рядом находятся органические и неорганические соединения, растворители и спирты, кислоты, соли, катализаторы, ПАВ, полиэфиры, биоциды, антинакипины, ингибиторы, коагулянты, флокулянты, деэмульгаторы и специализированные моющие средства. Такую группу обычно рассматривают, когда нужен не готовый узел или изделие, а химическая основа, технологическая добавка или реагент под конкретный процесс. Ориентироваться внутри неё удобно по типу химии и назначению: сырьё и реактивы общего назначения, специальные каталитические системы, деароматизированные растворители D40 и D60, продукты по ГОСТ и ТУ, а также функциональные серии для борьбы с накипью, коррозией, микробиологической заражённостью, солеотложениями, загрязнениями и для разделения, коагуляции или флокуляции сред.

















ЭЛАСТОМЕРЫ

Эластомеры в этой категории — это уретановые преполимеры и форполимеры, используемые как исходные компоненты для получения полиуретановых материалов, включая жесткие ППУ и полиуретановые эластомеры. Их объединяет стадия «полуфабриката»: такие продукты применяют в дальнейших технологических процессах — например, при заливке или синтезе, когда требуется сформировать материал с заданными свойствами уже на месте производства. По названиям видно, что часть позиций ориентирована на выпуск жестких полиуретанов типов ППУ-3, ППУ-3С, ППУ-3Н, а другая — на получение эластомеров, включая аналоги известных марок вроде Adiprene L 167 или СКУ 7Л. Внутри категории различия проходят по типу продукта (преполимер или форполимер), марке (например, ДУДЭГ, Ф-100ПФ, Ф-1052, Ф-532) и технологическому назначению, включая методы переработки, такие как заливка. Отдельные позиции привязаны к ТУ, что важно учитывать при подборе для конкретных производственных требований.


